
轴承套圈磨削烧伤及检测技术
1、磨削烧伤的定义
磨削时,由于磨削区域的瞬时高温( 一般为900~1500℃ )到相变温度以上时,导致零件表层金相组织发生变化(大多表面的某些部分出现氧化变色),使表层金属强度和硬度降低,并伴有残余应力产生,甚至出现微观裂纹,这种现象称为磨削烧伤。
2、磨削烧伤机理
当磨削表面产生高温时,如果散热条件不好,很容易在工件表面(几十到几百μm)发生组织转变,导致 裂纹的产生。轴 承套圈磨削烧伤的种类如下:
磨削热使零件温度达到退火温度,表层材料体积减小,形成较大的拉应力,磨削表面的最大应力将达到约400 N/mm2,通常金相组织、硬度无变化,也不会出现裂纹。
当磨削温度升高到材料的回火温度,将能够从金相上明显的看出回火区域,工件的硬度出现梯度分布。
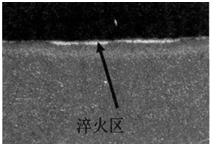
磨削热的积累使加工工件的温度达到了材料的淬火温度,此时从金相上可以明显的观察到亮白色的淬火区域,同时磨削层表面的应力状态最大可以达到约800 N/mm2。
当磨削热持续积累,材料表面的拉应力持续升高,当材料表面的张应力超过材料承受能力,则产生裂纹。裂纹在金相显微镜下可以清晰看到,有时肉眼都可观察到。在这种情况下应力值可达到约1 200 N/mm2。
3、 磨削烧伤的分级分类
磨削烧伤有多种不同的分类方法。根据烧伤外观不同,可分为全面烧伤(整个表面被烧伤)、斑状烧伤 (表面上出现分散的烧伤斑点)、均匀线条状烧伤、周期线条状烧伤;按表层显微组织的变化可分为回火烧伤、淬回火烧伤;还可根据烧伤深度分为浅烧伤(烧伤层< 0.05mm)、中等烧伤(烧伤层0.005 ~0.01mm)、深度烧伤(烧伤层厚度> 0.01mm)。
4、 磨削烧伤检测手段
观色法。根据零件表面烧伤后所呈现的颜色来判别烧伤程度,理论上,烧伤颜色(氧化膜颜色)能够反 映钢材表面磨削受热影响的程度,从烧伤由轻到重排列依次为:浅黄色、褐色、浅蓝色(青色)、蓝黑色。但实际上,受个人主管判断和其他因素(润滑剂等)的影响,该方法可以作为辅助检测判断。
酸洗法。轴承磨削加工领域较为普遍的检测手段。检测方法的原理是:基于钢硬化后,各个不同的微观结构再经腐蚀,其外观表象不同,主要过程包括预处理(清洗)、腐蚀、冲洗、中和、干燥,再处理及结果评估。酸洗法能准确检测烧伤,但其是破坏性检测,检测效率较低,且形成的废酸回收处理也是难题。
磁粉探伤法
磁粉探伤检测是一种无损检测方法,主要用来检测工件表面是否存在裂纹。检测时,被检工件必须先被磁化,然后将带有铁粉并含有色素的悬浮溶液浇注在被测工件表面。如有裂纹存在,由于在裂纹处的漏磁场存在,一定浓度的铁粉会填充到开口的裂纹中去,于是裂纹便可以在荧光灯下被看到。GB/T 21606 《滚动轴承 无损检测 磁粉检测》给出了详细的检测设备与器材、检测程序等。但是磁粉探伤无法验证磨削表面是否存在内应力,是否被回火、淬火等。
涡流探伤
磁粉探伤检测也是一种无损检测方法,是基于金属微观结构的变化所引起的传导率变化来进行检测。当轴承套圈表面或近表面出现缺陷时,将影响到涡流的强度和分布,涡流的变化又引起检测线圈电压和阻抗的变化,根据这一变化,间接判断缺陷的存在,检测原理如下。

残余应力法
残余应力测定法是通过测定磨削后零件表面层残余应力的变化来确定磨削烧伤级别的方法。测定残余应力的方法有很多,但在工程上应用最普遍、精度较高的方法是X射线衍射应力分析技术,该技术已被国际认可且具有国内外标准来确保测定的精度,其测定设备和配套仪器也比较完善。理论上讲残余应力测定法可以较全面地反映零件磨削烧伤的情况,但该方法使用起来较为复杂,应用上也具有一定的局限性。
磁弹法
磁弹法,又称为Barkhausen噪音检测法( Barkhansen Noise Method)。也是一种无损检测方法。其检测原理是:任何铁磁性材料都是由一个个类似于独立的条形磁铁的小的磁性区域组成的,这些区域被称作磁畴;每个磁畴之间都会被称为畴壁的边界区区分开。而外加的磁场会引起这些畴壁的前后运动;当畴壁运动而产生的电脉冲被叠加到一起时,便会产生一种类似噪音的信号,这就是Barkhausen噪音。如果零件表面存在磨削烧伤,将会依据噪音的异常而被检测出来。磁弹法检测还没有相关的检测标准依据,这种检测方式可能影响零件表面的应力状态,而且需要裂纹的周围存在回火或者淬火区域时,才可以被检测出。还有待进一步的研究和应用,虽然也有相关的检测仪器,但需要结合具体产品的实际情况进行检测。
除此之外,还有超声检测、渗透检测、工业CT扫描检测等手段,需要根据实际情况选择合适的检测手段。
![]()


轴研所公众号 轴承杂志社公众号
Copyright © 2019 洛阳轴承研究所有限公司, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64886322
0379-64881181
 返回
返回