
轴承钢高浓度氮化热处理和寿命评价
热处理技术(高浓度氮化)
理论和试验已经证明,碳氮共渗处理对轴承的长寿命化有效,特别是对润滑剂中混入硬质异物时对延长寿命更有效。因此,为了使轴承寿命更长,需要开发更高表面浓度的热处理技术。
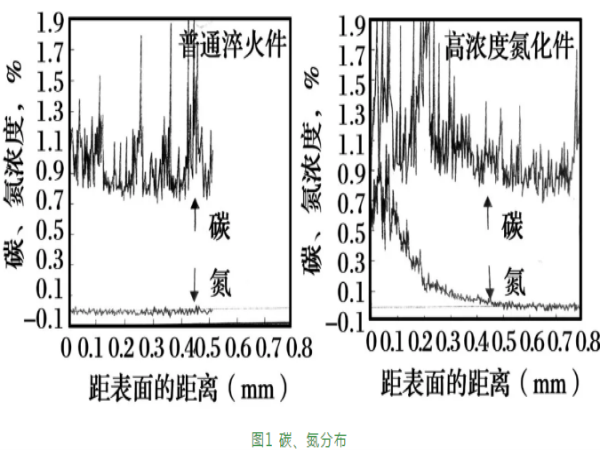
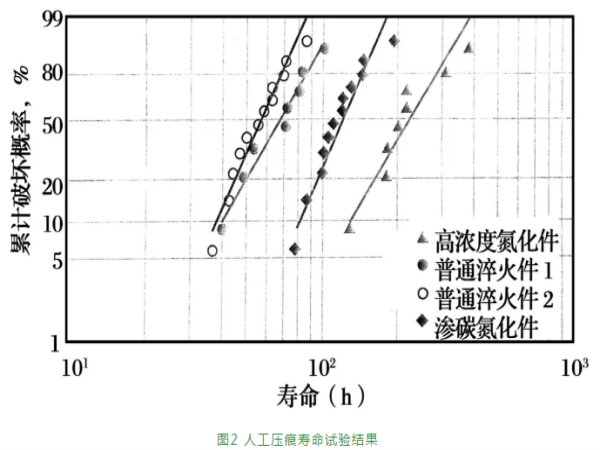
GCr15的普通淬火件和高浓度氮化件的碳和氧的分布如图1所示。在高浓度氮化件的表面含有0.4%以上的氮。润滑剂中混入硬质异物时形成压痕,人工压痕寿命试验结果如图2所示。
寿命评价技术
通过提高轴承用钢的洁净度,轴承材料寿命延长,寿命评价时间也延长。为此,需要开发可在短时间内进行寿命评价的试验机。在轴承发生内部起源型剥落前,首先发生开裂的初期阶段是表层上反复作用着交变剪切应力的过程。因此,在掌握轴承内部起源型剥落寿命时,评价剪切疲劳特性很重要。以前的试验机不能适应赋予高速剪切应力的要求,NTN开发了在短时间内评价剪切疲劳特性的超声波扭转疲劳试验机(图3)。
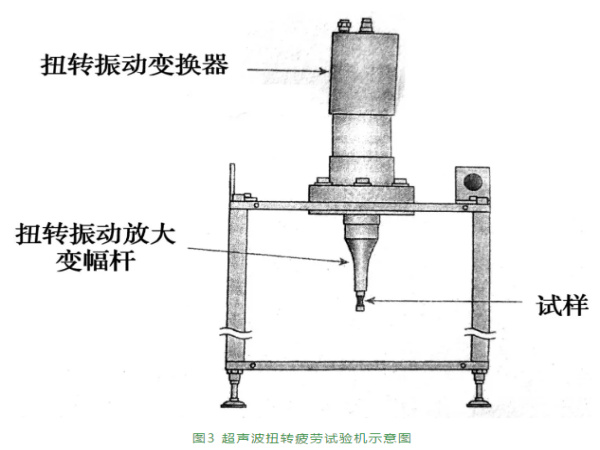
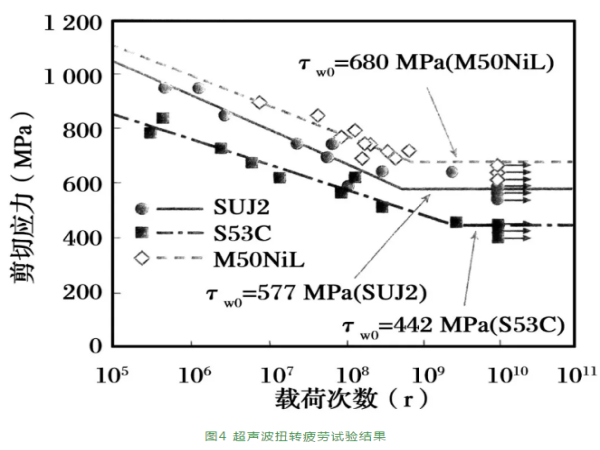
超声波扭转疲劳试验机主要由扭转振动变换器(激振频率为(20 000±500)Hz)、放大器、扭转振动放大变幅杆等组成。采用本试验机评价高碳铬轴承钢SUJ2、结构碳钢S53C、高温渗碳钢M50NiL的结果如图4所示。根据时间强度、疲劳极限来评价,那么S53C最低,M50NiL最高。
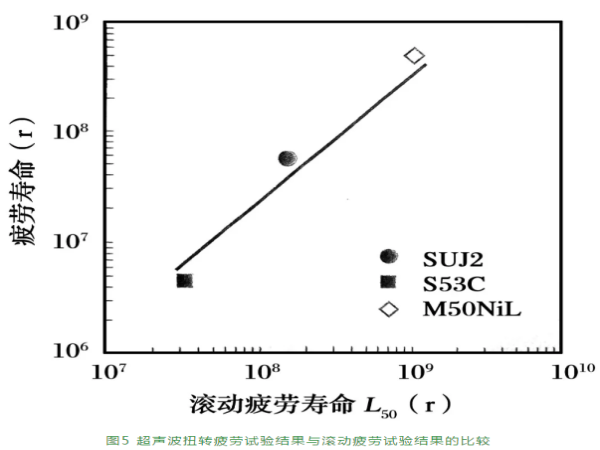
在剪切应力振幅为700 MPa时,由疲劳寿命(破坏概率5% )和滚动疲劳寿命试验得到的L50(剥落概率50%)之间成线性关系(图5)。
(来源:轴承杂志社)


轴研所公众号 轴承杂志社公众号
Copyright © 2019 洛阳轴承研究所有限公司, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64886322
0379-64881181
 返回
返回