
随着航空航天技术的发展,轴承钢的种类和承溫能力逐渐提高。我国航空航天轴承的热处理技术一直处于发展阶段,但与国外轴承钢的热处理技术相比仍有一定的上升空间。总结国内外航空航天轴承钢及热处理技术的发展,主要论述了GCr15、8Cr4Mo4V、G13Cr4Mo4Ni4V等轴承钢的热处理技术,介绍了GCrl5轴承钢的马氏体等温淬火、贝氏体等温淬火、马氏体+贝氏体混合等温淬火组织,详细介绍了国外M50轴承钢的热处理工艺方法、工艺参数及获得的热处理组织。
航空航天事业的发展对轴承提出了更高的要求,同时航空轴承制造技术一直引领着轴承技术的发展,航空航天事业的发展极大地促进了轴承技术和轴承钢的发展。现阶段航空轴承的发展比较迅速。
美国航空发动机制造技术在世界上一直处于领先地位,军用发动机的推重经历着从开始的2~3级提高到第1代航空发动机的7~8级、第2代航空发动机的10~12级,再到正在研发的第3代航空发动机15~20级的发展历程。作为航空发动机关键基础件的主轴轴承,我国产品的寿命和可靠性与国外相比仍具有较大的提升空间,这成为制约我国航空发动机寿命提升的主要因素之一。轴承材料的性能,是决定轴承使用寿命和可靠性的关键因素。目前国外轴承钢从20世纪中期至今已发展到第3代,包括常温使用,温度<150℃的第1代,如轴承钢AISI52100(国内牌号GCr15);中温使用,温度<350℃的第2代,如M50(国内牌号8Cr4Mo4V)和M50NiL(国内牌号G13Cr4Mo4Ni4V,主要用于轴承钢套圈)。
近10年来,美国研发了第3代航空发动机用轴承齿轮钢,其代表性钢种为耐500℃高温的高强耐蚀轴承钢CSS- 42L (国内牌号BG801)和耐350℃高氮不锈轴承钢X30 ( Cronidur30 )。
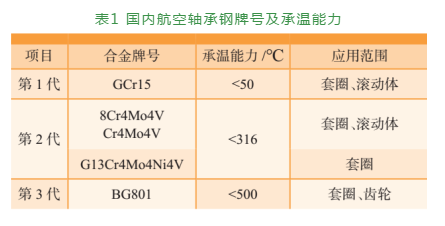
目前国内航空轴承的制造和使用仍然以GCr15、8Cr4Mo4V和G13Cr4Mo4Ni4V为主,国内轴承钢的分类和应用情况如表1所示。轴承钢的使用温度及力学性能水平决定了轴承钢的发展历程。在使用温度不高的情况下,主要以GCr15为主,随着发动机推重比的提升,对轴承的强度和承温能力提出更高的要求。因此,设计仿制的8Cr4Mo4V钢应运而生,其使用温度可达316℃,但是该钢的冲击韧性低,为了提高轴承抵抗冲击的能力,又发展出了G13Cr4Mo4Ni4V钢,其使用温度与8Cr4Mo4V钢相当,为渗碳后使用的轴承套圈用钢,大幅度提高了轴承套圈的耐冲击能力,但与之相配合的滚动体仍然采用8Cr4Mo4V钢。随着轴承制造技术的改进和使用温度的进一步提高,轴承制造结构越来越复杂,甚至要求轴承和齿轮一体制造,这就需要制造材料既能满足轴承套圈的使用要求,又能满足齿轮的使用要求,因此既适用于制造轴承,又适用于制造齿轮的钢种BG801诞生了。
轴承服役失效形式主要有2种,即最常见的接触疲劳破坏和占次要地位的磨损破坏。由于要承受较高的接触应力(一般高达2~5GPa)、多次循环接触疲劳应力以及滑动磨损的工作环境,要求轴承具有高抗塑性变形及抗摩擦磨损能力、高旋转精度及尺寸精度、高尺寸稳定性、长的使用寿命和高的可靠性;对于在特殊条件下工作的轴承,还必须具有耐冲击、高dn值(轴承内径与转速的乘积)、耐高温和低温、防腐蚀和抗磁等性能。因此,对轴承钢的综合性能要求越来越高,需要其具有一定的淬透性和淬硬性、均匀的硬度分布,以及高的耐磨性能、拉伸或压缩强度、接触疲劳强度、塑性和韧度。并具有一定的耐腐蚀性能以及更长的使用寿命。这就需要轴承钢具有优异的热处理组织和性能。
1、GCr15轴承钢的热处理
GCr15材料常用来制作室温下工作的航空航天轴承,其化学成分见表2。
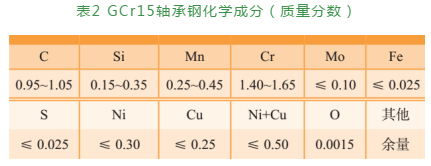
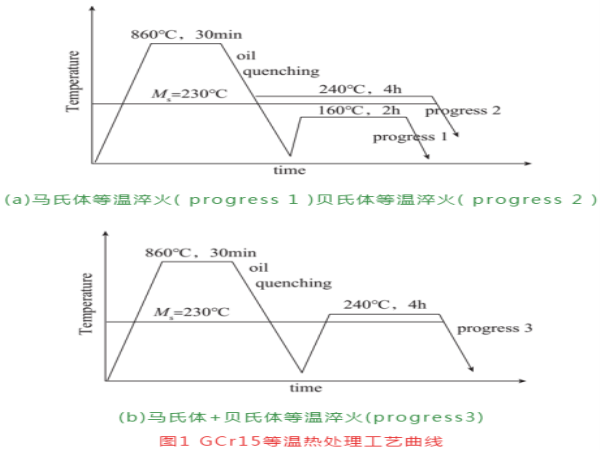
GCr15 轴承钢具有良好的耐腐蚀性和耐磨性以及较高的抗压强度,屈服极限为2 000 MPa,热处理后抗拉强度能够达到2250MPa。GCr15轴承钢常用热处理方法有4种:第1种为淬火后直接冷却至室温,获得马氏体组织;第2种为马氏体等温淬火,经回火后获得回火马氏体组织;第3种为贝氏体等温淬火,获得贝氏体组织;第4种为马氏体+贝氏体混合等温淬火组织,回火后获得回火马氏体+贝氏体混合组织。GCr15 钢等温热处理工艺曲线见图1。
对GCr15轴承钢进行上述3种等温热处理后的组织进行观察,如图2所示。马氏体等温淬火后获得的组织为针状回火马氏体+碳化物+残留奥氏体,如图2(a)所示;贝氏体等温淬火后获得的组织为下贝氏体+碳化物+少量残留奥氏体,如图2 (b)所示;马氏体+贝氏体等温淬火获得的组织为回火马氏体+下贝氏体+碳化物+少量残留奥氏体,如图2 (c )所示。
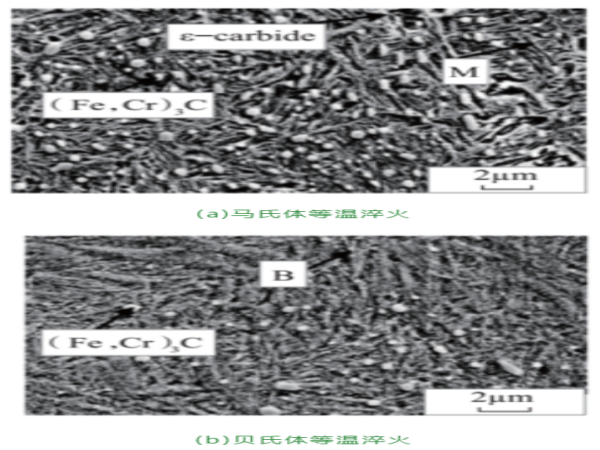
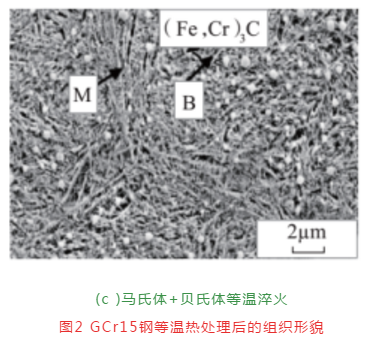
GCr15轴承钢的贝氏体等温淬火相较于常规的淬火+低温回火,能提高钢的比例极限、屈服强度抗弯强度和断面收缩率,具有更高的冲击韧性和断裂韧性,尤其适合耐冲击和润滑不良的铁路轴承。获得3种组织的GCr15钢的硬度均能满足轴承使用要求,研究结果表明下贝氏体的硬度低于马氏体的硬度,GCr15钢的硬度随着马氏体量的减少和贝氏体量的增加而降低,下贝氏体、下贝氏体+马氏体复合组织的强度均高于回火马氏体。下贝氏体组织、下贝氏体+马氏体复合组织的冲击韧性高于回火马氏体组织的冲击韧性。
2、8Cr4Mo4V 轴承钢热处理
随着航空发动机推重比及工作温度的提高,具有更高承温能力的8Cr4Mo4V钢成为航空发动机主轴轴承常用钢种之一,航空航天发动机要求轴承钢在150~350 ℃的高温下使用,在高温下能够保持高强度、高硬度,并且具有良好的韧性和接触疲劳性。8Cr4Mo4V钢广泛用于工作温度低于316 ℃、dn值低于2.4×106的航空发动机主轴轴承。航空发动机主轴轴承的重载和高温服役条件要求轴承制造材料具有优异的摩擦性能和机械性能。
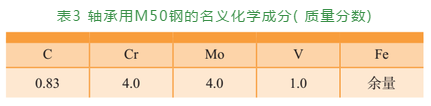
与8Cr4Mo4V相对应的国外航空发动机用钢种为M50钢,国外高速轴承钢的热处理过程使其具有高硬度、均匀的细晶粒,在较大温度范围内保持尺寸稳定性。国外ASM Handbook热处理分卷中轴承用M50钢的名义化学成分如表3所示。
M50钢经奥氏体化后,采用任何冷却速率,在15min内将奥氏体冷却至205℃或者更低,都能够产生高硬度。为了降低变形、残余应力和裂纹形成倾向,最佳的冷却工艺曲线如图3所示。
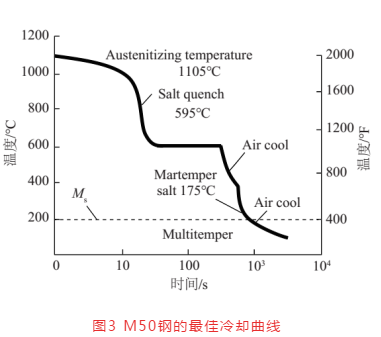
为了获得最佳的轴承性能,热处理加热期间可采用2次或3次预热处理,然后进行淬火,再进行深冷处理或回火处理,回火处理要求冷却至40℃以下。M50轴承钢可以在真空炉或气体保护炉中进行加热奥氏体化处理,大多数轴承制造热处理选择在中性熔融盐浴或盐浴槽中进行。零件在奥氏体化前应该预热,以降低高温奥氏体化阶段的保温时间。如果采用单级预热,预热温度采用815~870℃,保温时间为5~15min。如果采用多级预热,要求的温度及保温时间见表4。

(来源:轴承杂志社)


轴研所公众号 轴承杂志社公众号
Copyright © 2019 洛阳轴承研究所有限公司, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64886322
0379-64881181
 返回
返回