
凸轮轴和轴承是配气机构中重要的驱动件和零部件,使用过程中,如果凸轮轴和轴承有所磨损hi导致发动机动力不足、怠速不稳,启动困难等故障,那造成凸轮轴和轴承磨损的原因有哪些呢?我们在进行凸轮轴和轴承检修时需要注意哪些方面可以减少他们的磨损程度,下面中华轴承网(华轴网)根据了解分享相关知识。
一、凸轮轴和轴承磨损常见原因
1、凸轮轴热处理硬度不够 , 或气门摇臂R30圆弧面镀铬硬度超过凸轮轴硬度(缺少机油润滑时极易磨损) , 使凸轮轴异常磨损, 凸轮轴异常磨损。

2、和凸轮升程接触的气门摇臂的R30圆弧面,与摇臂轴孔平行度超差(标准平行度<0.02mm ),造成R30圆弧面与凸轮升程部分斜面接触,严重时只有点接触,使接触应力增加,产生异常磨损。
3、气门摇臂圆弧面镀铬层质量差铬层脱落,粘附在凸轮升程部分,加剧凸轮磨损。气门摇臂异常磨损。
4、凸轮轴轴颈油槽毛刺未清除,刮伤衬套内孔,反过来又拉伤凸轮轴颈。
5、CB125T款凸轮轴衬套内、外圆不同心,不仅使衬套单边磨损,并造成凸轮轴颈异常磨损。
6、CB125T款凸轮轴轴颈与衬套内孔间隙偏小,机油无法承担起浮动轴承的作用。间隙偏大,机油泄漏过多,润滑无法保证,而导致异常磨损。
7、汽缸盖和气门摇臂座装配轴承的座孔中心偏差,或座孔圆弧深度偏小,汽缸盖螺母拧紧后,摇臂座孔严重变形,导致轴承座圈严重被挤压而失圆,滚珠变形而损坏并发出异常声响。
8、供凸轮轴润滑的油道在维修时被密封胶液堵塞,导致无机油或润滑不足而异常磨损。有少数发动机机油泵滤网堵塞,机油供应缺乏而过热。发动机因其他原因产生过热,凸轮轴及轴颈、轴承衬套同样会产生异常磨损。活塞、汽缸等摩擦副零件也因缺乏润滑而同样受损。
9、CB125T款凸轮轴两端轴颈面上,加工有左右旋向的螺旋槽,主要用来引导机油流向气缸盖油池 (润滑凸轮升程用)。而左端有约宽4mm、长6mm的定位键槽,如果凸轮轴左端R1.5×1.5导向油槽被定为键槽从中间隔开,润滑油则从汽缸盖铸件油道经衬套油孔进入凸轮左端导向油槽后,大部分润滑油没有沿着R1.5×1.5导向油槽进入汽缸盖油池内,而是从4mm x 6mm的定位键槽处流到衬套外,使凸轮左端轴颈缺乏正常的润滑,产生异常磨损。
10、卧式发动机机油泵安装与白箱体油泵槽平面不平,使密封面泄漏,机油泵压力减小,造成距离润滑油道最远处的凸轮轴承润滑不足,最终导致凸轮及摇臂磨损。
二、凸轮轴和轴承检修需要注意下相关要点
凸轮轴和轴承(或衬套)异常磨损的原因是多方面的,应在平时的使用和检修过程中,注意一下几点会有所帮助。
1、在发动机怠速度运转时(如CG125发动机),松开汽缸盖罩上的螺钉,若有急速的机油冒出,说明润滑油路正常(本田CH125踏板车,也可松开汽缸盖罩上的油螺钉观察机油是否流出)。若没有机油流出或流出的机油很缓慢,应先检查机油泵滤网是否被异物堵塞,并视情况予以保养清洁,滤网损坏的,需及时更换新的滤网。若机油泵滤网没有堵塞现象,应仔细检查机油泵内外转子的间隙是否超过使用极限值并视磨损情况更换相关零件或更换机油泵总成。
2、发动机存在过热现象时,不能存在侥幸心理而懒得去排查,要从点火系统是否正常、可燃混合气有无过稀、离合器是否打滑、汽缸盖、汽缸体散热片是否有大量泥土覆盖,以及润滑油泵工作是否失常等方面去分析,直至排除过热故障,消除凸轮轴因温度过高而异常磨损的隐患。
3、凸轮工作表面始终与气门摇臂接触,因此,检查凸轮的工作表面非常重要。检查时,应用绸布(或不起毛的洁布)将凸轮工作面上的润滑油擦净,仔细查看凸轮工作面,如果摩擦痕迹是均匀的、轻微的,属于正常磨损状态;如磨损痕迹较深,且工作表面有明显拉痕或烧蚀痕迹,应对气门摇臂的工作圆弧面进行检查。若凸轮轴表面与气门摇臂R30圆弧呈点状接触,可能是摇臂孔与圆弧接触面平行度超差的缘故,确认后应更换气门摇臂。
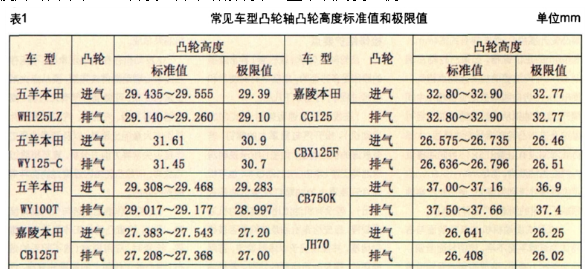
4、测定凸轮高度。如已超过使用极限值,则应更换。常见车型凸轮高度标准值及使用极限值。同时,还需注意,如摩托车行驶路程个长,凸轮轴已经磨损到极限值,说明个是凸轮轴的质量有问题,就是该发动机通往凸轮轴油池的润滑油道存在堵塞或部分堵塞,以及机油泵压力下降等,应仔细排查,直至恢复润滑系统正常工作为止。否则,即使更换了新的凸轮轴,使用时间不长,还会发生异常磨损现象,望予以高度重视。

5、对CB125T款凸轮轴衬套单边磨损的检查,有条件时,应使用数显千分尺进行检测,若检测条件不具备,可先拆去汽缸盖、摇臂座组件,卸下正时链轮、凸轮轴,只留衬套在汽缸盖上,并使衬套上的空心定位销嵌在汽缸盖定位销槽内,将一正方块放到汽缸盖油池内,并用手紧靠到凸轮衬套侧面。然后将磁性百分表座吸在化油器顶部或车架边侧,调整百分表头,使之伸进衬套内孔,并留约0.20mm压缩余量。此时将衬套轻轻地转动,使衬套上的空心定位销缓慢离开汽缸盖定位销槽,直至定位销转至汽缸盖定位销槽对面一侧为止。在此过程中,仔细观察百分表指针读数,用最大值减去最小值,再除以二,即是衬套同心度的实际差值(其同心度为0.02mm),并在衬套外表用记号笔做明显标记。然后,将衬套翻身(即衬套孔方向转动180°),再依照以上方法检测即可。如是上下方向磨损,则可能是张紧机构调整过紧造成的,若是左右或其他方向,则情况就比较复杂了。有可能是汽缸盖坐孔加工有问题,或是摇臂座孔加工有问题(包括定位销孔的位置度)。衬套单面磨损会使凸轮轴偏向某一侧(即偏离摇臂座孔中心)运行,孔磨损成椭圆形状后,则正时链轮的径向跳动值过大,链条异常磨损,严重时,影响气门的开闭位置,不但引起运行异声,而且使配气相位产生变化。应更换同心度严重超差的衬套,不可勉强代用,以免后患无穷。
6、在CB125T配气机构中,凸轮轴的支撑轴颈是装在衬套内的,而衬套是定位装在由汽缸盖与摇臂座两个半圆之间形成的近似整圆中,在压装后的衬套内径、凸轮轴左右端轴颈的间隙应有0.063~0.096mm。设计这个零点几毫米的间隙,主要是考虑在一定压力下的润滑油能够将凸轮轴轴颈悬浮在衬套孔内,避免凸轮轴颈直接与衬套内孔接触摩擦。有部分维修人员误认为,凸轮轴轴颈与衬套间的间隙越小越好,这样衬套内孔与轴颈之间才不会漏油。他们不知道CB125T款凸轮轴两端轴颈面上,加工有左右旋向的螺旋槽,主要用来引导机油流向汽缸盖油池,只要间隙合适,润滑油是不会从此间隙泄漏出去的(可能有少量的泄漏,但丝毫不影响此处的润滑)。因此,在更换凸轮轴及衬套时有意使其间隙偏小,最终导致轴颈与衬套内直接摩擦而异常磨损。因此,在装配前,必须进行检测,确保凸轮轴颈与衬套之间有合适的油隙。
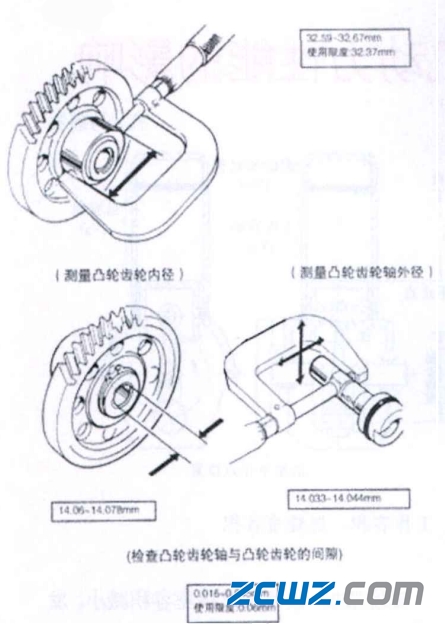
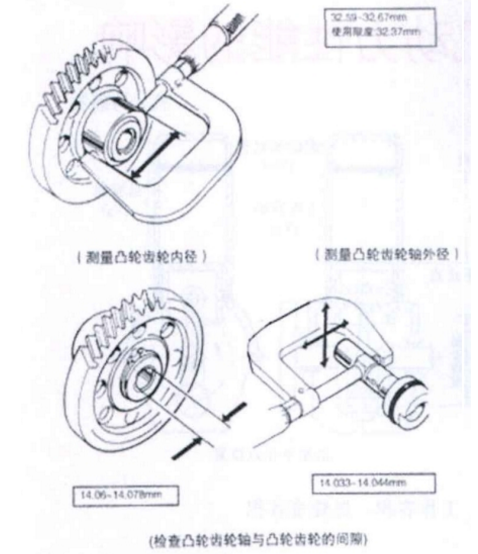
7、如是CG125款(挺杆机型),检测凸轮升程高度和凸轮齿轮内径、凸轮齿轮轴外径,对超过使用极限值的零件予以更换。
8、凸轮轴轴承是支撑凸轮轴运转的重要零件,如磨损严重或损坏,均会对凸轮轴的正常工作带来不同程度的影响。检查轴承或衬套是否平滑、有无抖动,衬套的内孔是否严重磨损等。如有条件时,可将凸轮轴安装在轴承或衬套内(摇臂支座内暂不装气门摇臂),在拧紧汽缸盖螺母前、后,快速旋转凸轮轴,仔细观察和判断凸轮轴转动时有无抖动等异常现象。若在拧紧后,其轴承转动声音有明显变化,说明摇臂支座(有的称轴承支座)圆弧深度尺寸偏小,可剪一与摇臂支座底面形状和尺寸一致的纸质垫片(厚度在0.05mm左右),垫在摇臂支座与汽缸盖相应位置上,将摇臂支座装上拧紧,按照以上方法再次快速旋转凸轮轴,如轴承声音恢复正常即可。若其声音还不见好转,可能是轴承本身有质量问题,应更换凸轮轴承。
9、对于卧式发动机,若检查确认机油泵存在机油流量过小,应仔细排查其原因,消除其故障隐患。对于GY6机型的机油泵,若是机油泵安装面与右箱体油泵槽平面不平时,可找一绝缘纸,剪一与机油泵安装平面形状一致且尺寸相当的垫片(其厚度在0.05mm左右),垫在右箱体油泵槽平面上,安装螺钉拧紧后,用手指转动一下机油泵轴,要确保其转动灵活无卡滞现象。精心复装发动机后,暂不装汽缸盖罩,启动发动机后,仔细观察汽缸盖上气门摇臂坐处的机油是否与加纸垫前有所改善(即机油飞溅量大),确认无误后,再装上汽缸盖罩,上路行驶。
10、坐式摩托车发动机均采用卧式结构。因其结构的限制,汽缸头凸轮轴的轴承座为分开式,拆装非常方便。但由于轴承座孔的加工精度难以保证,再加上部分维修人员在拆装过程中操作不规范,使紧固汽缸盖的螺栓扭紧力矩过大,或轴承坐孔内有杂质存在,经过数万公里的运行,凸轮轴上面的滚动轴承受力不均,其滚道被钢珠碾压变形,使游隙增大,造成轴承的早期损坏,并引起配气机构的运行噪声。检修时,可用手指分别捏住轴承内圈和轴承外圈,测定其轴向和径向游隙,此时轴承内外圈不得有明显的摆动(一般轴承的游隙在5~20um之间)。此外,旋转时,轴承不应有异常声响,并视情况予以更换。另外,还需仔细检查轴承坐孔内是否有发光的亮点,轴承外圆与轴承座孔的接触半圆弧槽的压印痕迹是否均匀,以及轴承座孔内有无异物存在等。对有亮点的印迹,可用适当的工具细心修整,试装后,再拆开察看其贴合印迹,直致亮点全部消失。在修整过程中需注意,施力均匀、动作轻柔,同时进行多次的拆装检查,避免将轴承坐孔修大。紧固汽缸盖螺栓时,应由内向外分2~3次紧固到规定的扭矩。
11、不管是跨式车还是踏板车,在安装好凸轮轴、轴承(或衬套)以及摇臂支座总成后,必须在汽缸盖凸轮油池内注满机油,使凸轮轴升程部分全部淹没在机油中,以确保发动机工作初期凸轮轴与摇臂之间的初始润滑。因为,润滑油从机油泵泵出开始,要经过曲轴箱、汽缸体、汽缸盖等油道,到达凸轮油池时需要大约20s左右的时间,此时,凸轮与摇臂基本没有机油润滑,若骑手加大油门时,凸轮与摇臂在高速运行中极易产生异常磨损。对此,应引起维修人员和用户的高度重视。
(来源:中华轴承网)


轴研所公众号 轴承杂志社公众号
Copyright © 2019 洛阳轴承研究所有限公司, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64886322
0379-64881181
 返回
返回