
4、表层组织转变控制
渗碳轴承钢由表层向心部碳含量逐渐降低,热处理后表层不同深度处的组织存在差异,淬火后渗碳轴承钢从表面到心部的基体组织依次为:
针状马氏体→针状马氏体+板条马氏体→板条马氏体。淬火加热温度是马氏体淬火中的一个重要影响因素,一方面,较高的淬火加热温度有利于碳元素和其他合金元素在奥氏体中扩散均匀;另一方面,在较高的淬火加热温度下,更多的碳化物发生溶解,钉扎晶界效果减弱,将促使奥氏体晶粒长大。淬火马氏体的形貌及尺寸决定了钢的硬度、强度和韧性等性能指标,而晶粒细化是唯一既可以提高材料强度又能提高韧性的方法,因此选取合理的淬火温度和保温时间非常重要。
高速铁路轴承需要承受更大的冲击载荷,轴承用钢不仅要求具有高耐磨性、高抗疲劳性,还要有良好的冲击韧性。对于渗碳轴承钢,选择合理的二次淬火温度能获得优异的表层组织和性能。高速铁路轴承常用的G20CrNi2Mo钢经945 ℃渗碳后在860 ℃预冷淬火,然后进行830 ℃的二次淬火,获得的组织如图6所示,经二次淬火后渗碳层中的针片马氏体变得更加细小,基体上弥散析出细小均匀的碳化物颗粒,耐磨性明显改盖。
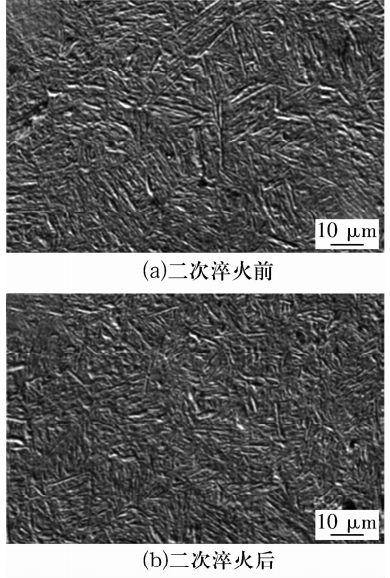
图6 G20CrNi2Mo钢二次淬火前、后的组织对比
Fig.6 Microstructure comparison of G20CrNi2Mo steel before and after secondary quenching
歼–20战斗机和C919大飞机的先后问世代表了我国航空工业的崛起,而飞机机动性的每一次提升主要依靠发动机推重比的增加,如今发动机主轴dn值已经达到2.4×106 mm·r·min-1,发动机主轴轴承的工作温度逼近300 ℃,且长期承受巨大的冲击载荷和循环疲劳应力。为适应航空轴承更高的性能要求,我国研发了第2代高温渗碳轴承钢G13Cr4Mo4Ni4V(ASTM M50NiL)。根据YB/T 4106——2000《航空发动机用高温渗碳轴承钢》规定,其经过渗碳、淬火和回火处理后的表层硬度可达到62~63 HRC,具有较高的耐磨性和良好的抗疲劳性能,心部板条马氏体提供了良好的冲击韧性。图7所示为G13Cr4Mo4Ni4V钢常用的渗碳热处理工艺,真空渗碳时的温度一般为890 ℃,然后经1 100 ℃淬火,再545 ℃回火处理3次,每次2 h。
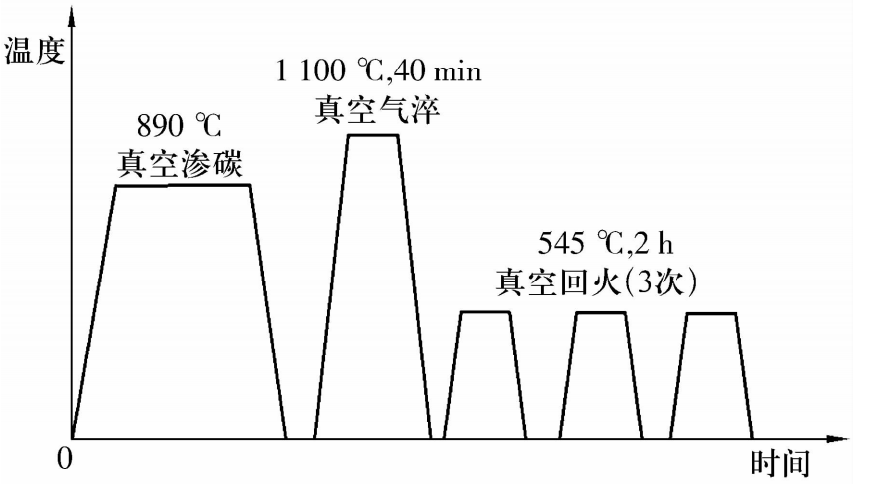
图7 G13Cr4Mo4Ni4V钢的渗碳热处理工艺示意图
Fig.7 Diagram of carburizing heat treatment process for G13Cr4Mo4Ni4V steel
与G13Cr4Mo4Ni4V钢相似的M50NiL钢经过渗碳热处理后微观组织如图8所示,由图8b可以清晰看出硬化层的基体组织主要为隐晶马氏体,而过渡区的组织中既有片状马氏体,也有低碳板条马氏体,其中马氏体板条的尺寸比心部更加细小,这是由于心部碳含量低,在高的温度下固溶处理后奥氏体晶粒较粗大,从而导致马氏体板条更易生长。

图8 M50NiL钢经渗碳热处理后的组织形态
Fig.8 Microstructure of M50NiL steel after carburizing heat treatment
文献[65]研究了贝氏体等温淬火对G23Cr2Ni2Si1 Mo钢渗碳层组织及性能的影响:在200 ℃下等温8h后,渗碳层获得了数量可观的针状下贝氏体(图9a);图9b中可以清晰地看到,在纳米级的贝氏体铁素体板条之间存在着薄膜状残余奥氏体。细小的贝氏体铁素体板条使得相界面积大幅度增加,有利于阻碍位错滑移,抵抗塑性变形,且富碳的薄膜状残余奥氏体可以有效阻碍微裂纹扩展,因此有利于提高韧性和耐磨性。试验证明,与传统渗碳淬火相比,等温淬火钢的耐磨性提高了58% ,冲击韧性提高了33.3%。
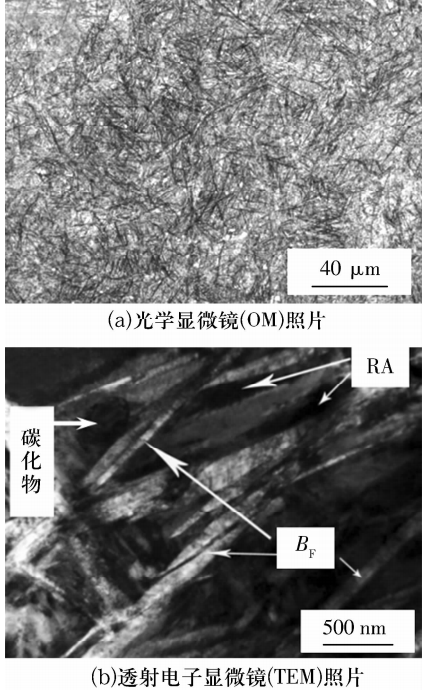
图9 G23Cr2Ni2Si1 Mo 钢在200 ℃等温8 h后的渗碳层微观组织
Fig.9 Microstructure of carburized layer of G23Cr2Ni2Si1 Mo steel austempered at 200 ℃ for 8 hours
5、表层残余奥氏体的控制
渗碳轴承钢的表层碳浓度较高,且含有大量Cr,Ni等合金元素,Cr在渗碳加热时固溶到奥氏体中,增加了奥氏体的稳定性,Ni是扩大γ相区的合金元素,能与γ-Fe形成无限固溶体,进一步增加奥氏体的稳定性。由于Ms点的降低,渗碳轴承钢表层淬火后会留下大量未转变的过冷奥氏体,但最高残余奥氏体量一般在距边缘0.2~0.4 mm处。奥氏体的稳定化分为两类:
1)由于钢的淬火加热温度一般低于完全奥氏体化温度,所以奥氏体中的碳及合金元素是不均匀的,存在贫/富碳区,当淬冷至Ms点以下时,贫碳区将发生马氏体转变,部分富碳区由于未达到Ms点以下温度,所以这部分奥氏体不发生转变而保留下来,也称为热稳定化;
2)由于马氏体的比容大于奥氏体,所以发生马氏体转变时伴随着体积膨胀,存在于2个马氏体板条(或马氏体针)之间的奥氏体受到压应力作用,使得奥氏体更难向马氏体转变,从而产生力学稳定现象。在马氏体转变期间,奥氏体的热稳定化与力学稳定化是同时存在的,但残余奥氏体含量过高不利于表面硬度和尺寸稳定。
高温回火对残余奥氏体的转变具有催化作用:
一方面,高温回火促进碳化物从残余奥氏体中析出并聚集长大,碳含量的降低导致残余奥氏体Ms点升高,热稳定性减弱,在空冷过程中将更容易转变为马氏体;
另一方面,高温回火使一次马氏体大量分解,过饱和碳原子大量析出导致马氏体正方度减小,残余奥氏体受到周围马氏体的压应力作用减弱,力学稳定性减弱,因此在空冷过程中残余奥氏体更易向马氏体转变。
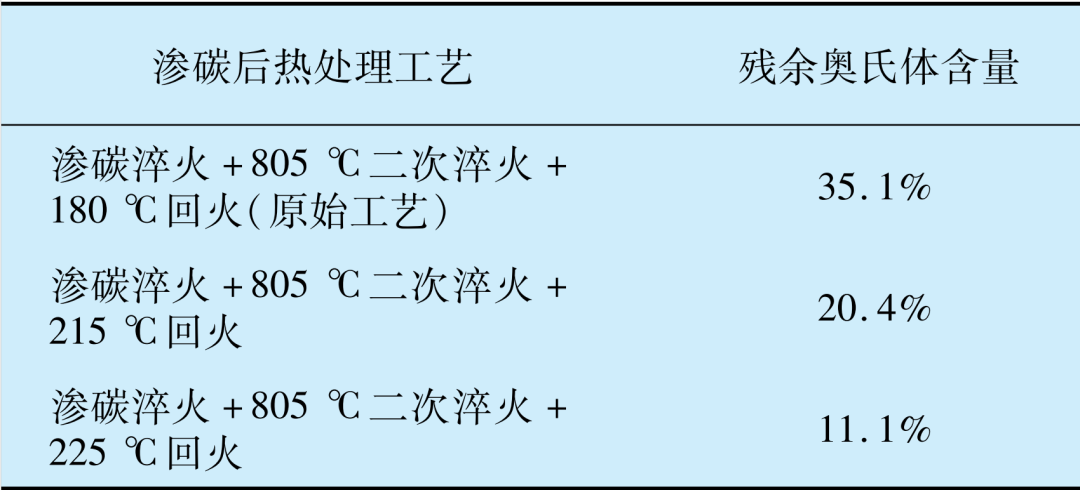
如表⒉所示,G20CrNi2Mo渗碳轴承钢制轴承内圈表层残余奥氏体含量的质量要求为15%~25%,原始热处理工艺无法满足,采用更高温度( 215,225 ℃)进行回火处理后,残余奥氏体含量明显下降,215 ℃回火后的残余奥氏体含量和表面硬度均符合要求,最终采用215 ℃作为回火温度。除了通过提高回火温度来降低残余奥氏体含量以外,增加回火次数、延长回火保温时间也有利于促进残余奥氏体的转变,但延长回火时间不如前2种方法更有效。
表2 G20CrNi2Mo 钢不同渗碳热处理后内圈滚道的残余奥氏体含量
Tab.2 Residual austenite content of inner ring raceway after different carburizing heat treatments of G20CrNi2Mo steel
冷处理(-90 ℃)或深冷处理(-190 ℃)使残余奥氏体在连续冷却过程中继续转变为马氏体,进一步提高基体硬度,并有助于稳定轴承尺寸精度。此外,残余奥氏体作为一种韧性相,保留一定数量的残余奥氏体可以延缓裂纹尖端应力,防止轴承过早出现因滑动和滚动磨损而引起凹坑、剥落等疲劳损伤。
文献[71]对全淬硬GCr15轴承钢进行了表面真空渗碳处理,渗碳热处理后表层残余奥氏体含量高达20%,显著高于常规热处理,但滚动接触疲劳寿命却比渗碳前提高了近10倍。
文献[72]对20CrMnMoAl渗碳轴承钢在220 ℃下等温淬火 32 h后几乎得到了全贝氏体组织(图10),TEM观察发现,在贝氏体铁素体条之间存在着仅十几纳米厚的残余奥氏体薄膜,由于Al对碳化物的抑制作用,等温过程中贝氏体铁素体中的碳原子大量扩散至薄膜状残余奥氏体中,因此薄膜状残余奥氏体的稳定性更高,这对轴承尺寸精度的控制有一定益处。
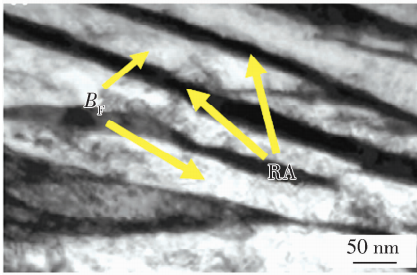
图10 20CrMnMoAl钢等温淬火组织TEM图
Fig.10 TEM image of austempered microstructure of carbu-rized 20CrMnMoAl steel
6、结束语
随着我国十四五”规划的正式启动,高铁、航空发动机、盾构机、风电机组等高端装备轴承是未来重点研发项目,针对渗碳轴承钢,掌握“高质高效、绿色环保”的先进热处理技术具有重要意义。
渗碳轴承钢经渗碳、淬火等热处理工序后比全淬硬马氏体轴承钢具有更高的抗冲击和耐疲劳性能,但有关渗碳轴承钢的研究还有诸多的问题需要深入:
1)网状碳化物的析出控制;
2)残余奥氏体形态和含量的控制;
3)对渗碳轴承钢基体组织的研究。
除了细化淬火马氏体以外,贝氏体等温淬火展现出了极大的发展潜质,马氏体+下贝氏体的混合组织比任何单一的淬火组织都具有更优的使用性能,而目前国内对渗碳轴承钢的贝氏体等温淬火研究还不够广泛和深入,一些问题亟需探索和解决,如贝氏体等温淬火温度、时长,等温淬火后的残余奥氏体含量及其对尺寸稳定性的影响,等温淬火碳化物析出对力学性能的影响规律等。
(参考文献略)
(来源:轴承杂志社)
引文格式:
于兴福,王士杰,赵文增,等.渗碳轴承钢的热处理现状[J].轴承,2021(11):1-9.
作者简介

于兴福,男,1976年生,沈阳工业大学副教授,博士生导师,主要从事航空轴承钢的热处理技术、镍基单晶/柱状晶高温合金的制备技术、高温合金的冶炼技术、精密铸造用型壳制备技术的研究工作。多年来,参与国家重点研发计划、“两机”专项、“大飞机”材料专项和国防科工局专项等多个项目。主导研发了航空轴承用稳定化热处理、强韧化热处理、马氏体+贝氏体复合淬火、真空等温淬火等热处理工艺,研发的热处理工艺被应用于多个型号轴承的生产和科研制造,并取得了良好的效果。研究期间,申请轴承相关专利技术8项,已授权专利2项,在国内外期刊发表研究论文80余篇。


轴研所公众号 轴承杂志社公众号
Copyright © 2019 洛阳轴承研究所有限公司, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64886322
0379-64881181
 返回
返回