
轴承是精密机械零件,对滚动体和轴承套圈的圆度、波纹度和表面粗糙度有很高的要求,生产过程必须满足亚微米级公差。为了验证生产质量,采用了最先进的接触测量技术,对如圆度和波纹度进行测量以及根据ISO 4287标准对表面粗糙度进行测量。为了测量圆度和波纹度,使用了特殊的测量仪,同时也可用来测量表面粗糙度。测量主要是在实验室环境中以随机抽样的方式检查零件。同时,为了满足日益增长的轴承质量要求,必须增大样本尺寸,但这增加了质量检查所需的时间。散射光光学测量技术有助于解决这些矛盾的要求。这项技术基于光从表面的反射,可在一次操作中测量圆度、波纹度和表面粗糙度。提供洁净的环境,就可使用散射光进行自动测量,并将其集成于如超精和磨削等生产过程中。此外,周期时间远比接触测量短。散射光测量的结果可校准。通过校准圆度和波纹度可达到国际标准。Aq是从表面粗糙度的光学结果得来的新参数,虽然其与已知的Ra和Rz值无关,但与偶尔使用的Rdq值有关。
1、散射光技术的基本原理
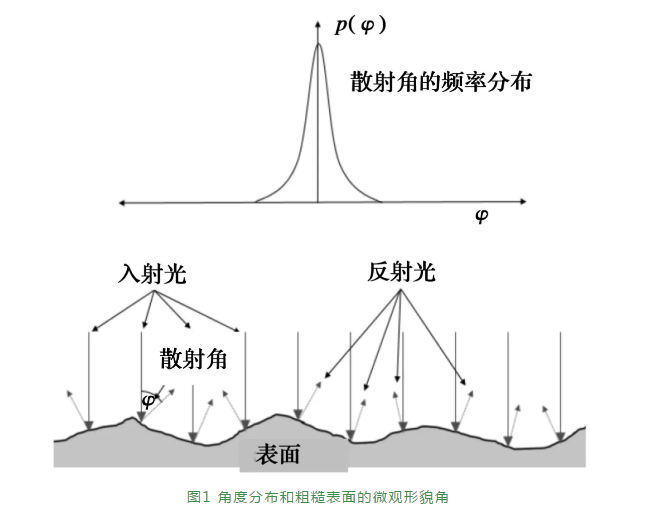
散射光技术是一种检测表面微观形貌的新方法,其由VDA 2009定义。本标准描述了散射光角分辨率的测量方法,该法特别适用于摩擦因数要求非常低的光滑表面,其基于光散射定律和镜面模型。散射光法的概念如图1所示。入射光以粗糙表面的微观形貌角φ反射。通过Fourier光学,反射光在聚焦平面上传输。探测器记录散射角的强度分布,也就等同记录了频率分布。
镜面反射的关系如图2所示。该面的几何特征可用角θ或梯度dz/dx表征。几何光学允许应用如图2所示的反射定律。表面的轮廓边缘没有高的梯度,因此可假设为

则散射角为
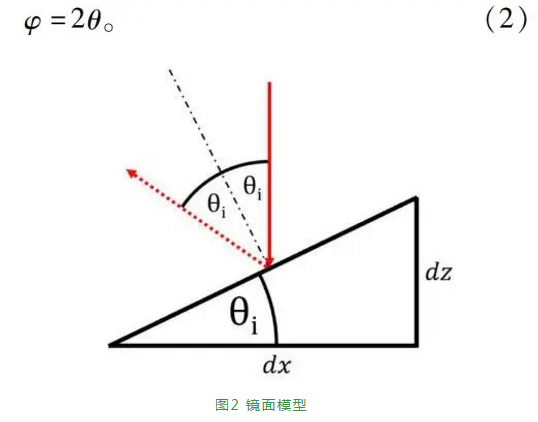
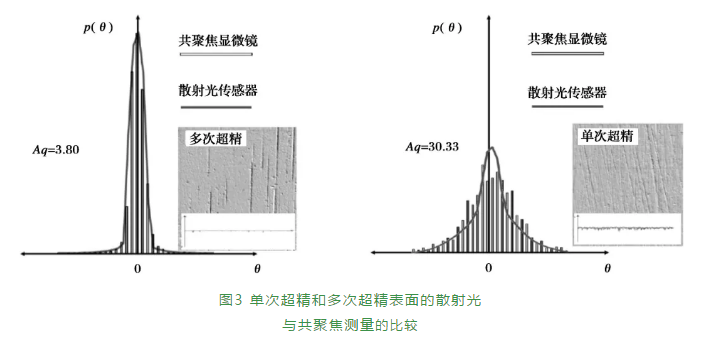
图2所示的角分布的方差可像VDA 2009定义的那样作为参数Aq进行计算。

式中:θ-为第一统计动差,且为射线束的平均散射角;p(2θi)为一个角类的标准化单一概率。单次超精和多次超精表面的标准化分布如图3所示。使用(3)式计算得到Aq =3.80(对于多次超精表面)和Aq =30.33(对于单次超精表面)。共聚焦显微镜的计数测量显示了显著的相关性。
在计算表面粗糙度轮廓的梯度分布时,必须使用λs低通滤波器。此外,还必须考虑测量仪器的横向分辨率。
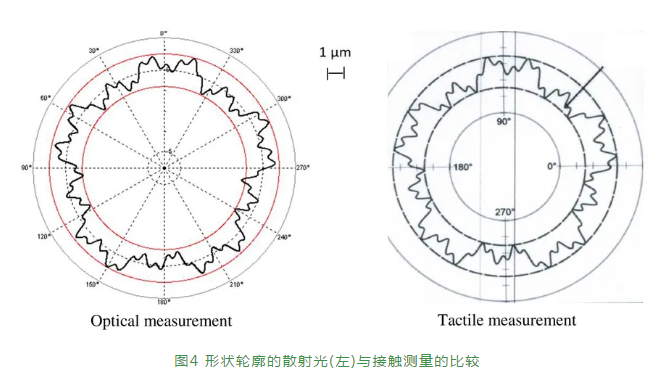
散射光法还可评估表面宏观形貌(形状轮廓)。因此,代表局部梯度的θ-是形状轮廓的派生参量。形成的2种形状轮廓测量值的比较如图4所示,左边是光学测量,右边是接触测量。这2种测量方法有明显的相关性。
2、对形状轮廓进行Fourier分析来评估声学特性
为了预测轴承谐波激励下的噪声特性,采用Fourier分析法分析形状轮廓,其理念是套圈表面上滚动的球会激励轴承振动。轴承的激励可分为宽带激励和谐波激励。谐波激励下声音更不悦耳,因为会产生一种单音并在调制过程中发生变化。
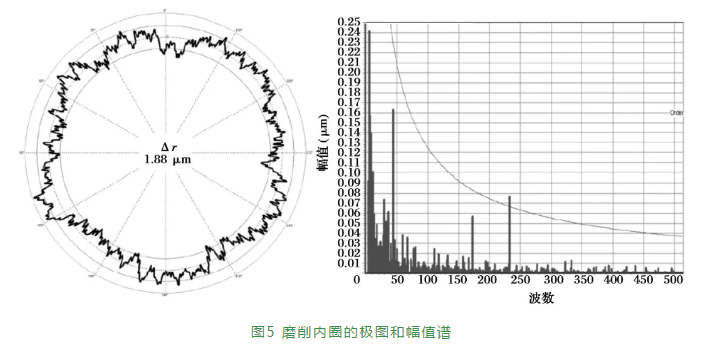
滚动轴承行业通常在一种理想条件下,在精密测量室里用形貌仪测量形状和波纹度。这种测量在生产环境的应用是不可取的,因为环境振动会使测量结果失真。这些畸变的测量极易导致代价昂贵的误读。最大圆度偏差为1.88μm的磨削内圈的形状轮廓如图5所示,主要由长波部分主导。使用低通滤波器消除了高频成分(波纹度和表面粗糙度),计算圆度或Δr。
为了评估高频部分,形状轮廓经过FFT(快速Fourier变换)。波数233处有明显的峰,如图5所示。虽然绝对幅值仅有0.075μm,但导致轴承发出异常声。中高频范围内的频率(波数>25)通常是噪声的来源。
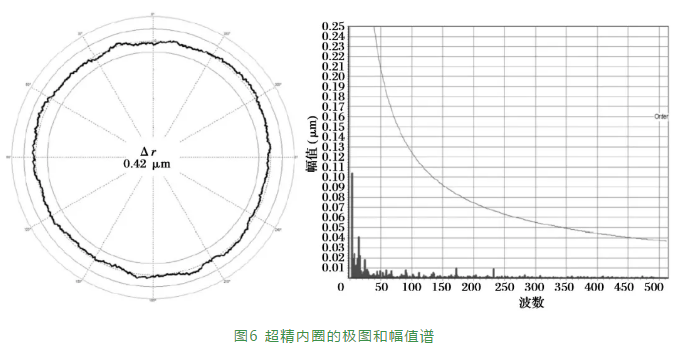
如图6所示,超精(精加工)可优化精加工、改善表面粗糙度、改善绝对形状偏差和降低频谱中的幅值。因此,形状轮廓的Fourier分析是保证质量的标准过程。
3、散射光技术在轴承工业中的应用
3.1 轴承套圈的100%测量
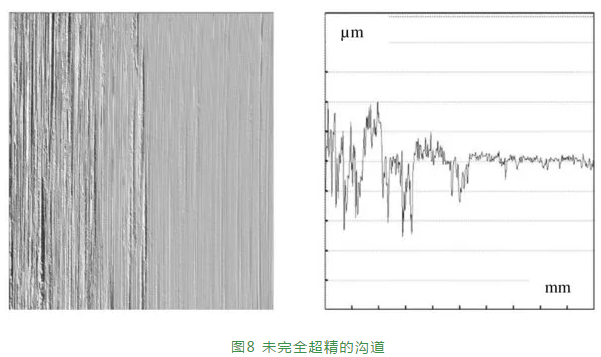
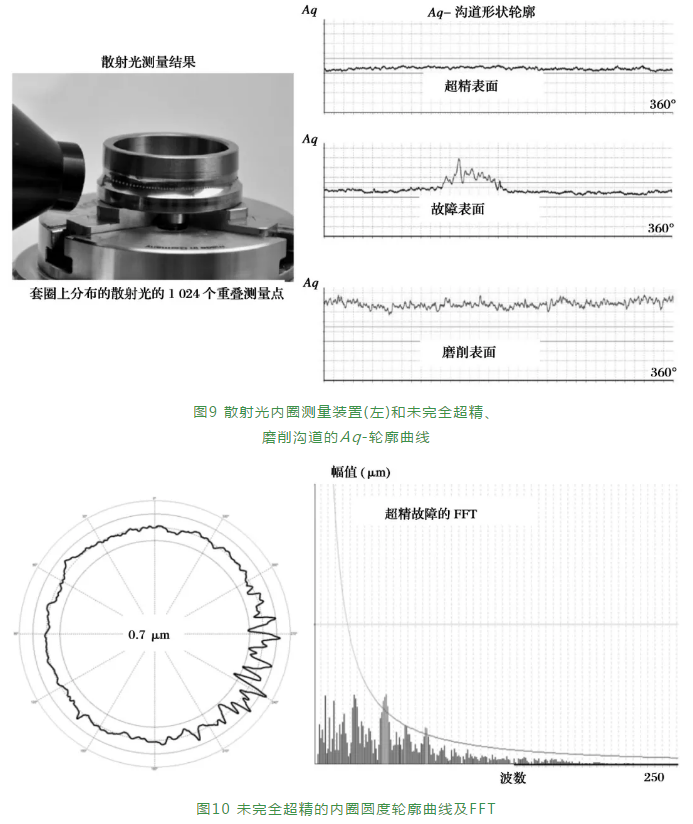
轴承生产中的质量保证需要精密测量,目的是在大批量和短周期生产时满足最严格的公差。由于实验室测量费用高,例如到实验室的步行距离长且测量周期长,传统的测量方法只能通过测量样品来监测过程,生产过程中的随机误差极易被忽略。因此,100%在线过程监测将成为主要优势。用于100%监测外圈滚道的在线集成测试机中的散射光传感器如图7所示。散射光传感器可测量滚道的形状、波纹度和表面粗糙度。在球轴承的成批生产中可能出现的典型故障和未完全超精的沟道实例如图8所示。

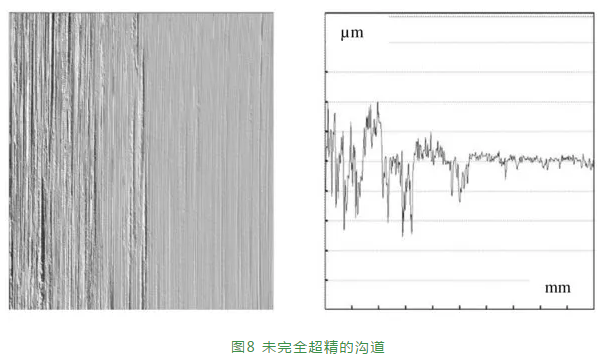
如果这些误差位于滚动零件的接触区域,则轴承在将来的运行中极有可能产生噪声。在随机抽样检验中,这些误差仅能被偶然发现。
散射光测量装置如图9所示,散射光的1024个重叠测量点分布在圆周上。在超精良好的表面,Aq值位于公差边界之间。磨削套圈的Aq值明显超过了公差范围,极易检测出超精不良的局部区域。当对套圈形状进行评估时也获得类似的结果。未完全超精套圈的圆度图和圆度轮廓的幅值谱如图10所示,在精磨区域的圆度轮廓中可见局部波纹。幅值谱也显示了这一误差,因此可在100%监测中用一条降低的公差曲线将该套圈评定为缺陷并将其挑除。测试机对1个套圈进行测量和评估仅需不到1 s的时间,如图11所示。测量的强制性要求是表面洁净。因为表面上油膜薄且均匀分布不会影响测量,所以不需要单独的清洗工序。
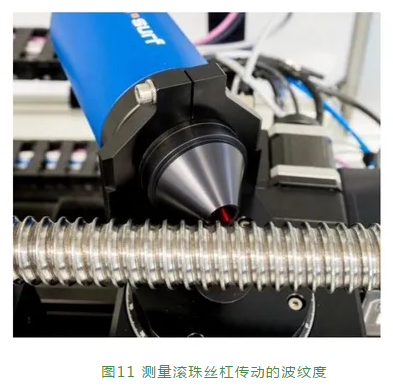
3.2 测量滚珠丝杠传动上沟道的波纹度
目前,滚珠丝杠传动是汽车电子动力转向系统的组成部分。沟道表面质量对转向器的噪声特性有重要影响,球与套圈接触区的沟道波纹度至关重要。精加工工序消除了前一工序产生的波纹。很大的挑战是运行中的轴承性能。如果精加工过程只是单面进行,由于测量在2个边上进行,则用坐标测量不能作有用的评估。散射光能使传感器摆动,并明确地区分沟道两边的波纹度。滚珠丝杠传动的测量装置如图11所示。
4、 结束语
汽车工业对滚动轴承的质量要求越来越高。表面粗糙度和波纹度公差精确到亚微米。幅值分布和角度分布的统计值能很好地描述表面粗糙度。然而,在形状轮廓的Fourier分析的幅值谱中可发现产生的波纹。散射光提供了一种可追踪的测量技术,可计算表面粗糙度的参数Aq。散射光可区分超精和磨削等不同的加工过程。同时,利用形状轮廓的积分可确定形状轮廓的宏观梯度。这项技术稳健、快速、非接触,可用于在生产场地进行加工过程的100%监测。
(来源:轴承杂志社)


轴研所公众号 轴承杂志社公众号
Copyright © 2019 洛阳轴承研究所有限公司, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64886322
0379-64881181
 返回
返回